



Термин «пазовая цепь» часто используется как синоним для набора инструмента, состоящего из цепи, направляющей шины и звездочки для производства прямоугольных, квадратных и трапециевидных пазов в древесине средней твердости. Для изготовления пазов в твердой или абразивной древесине, доступны хромированные цепи для большей режущей производительности и большего срока службы.

Рис.1.
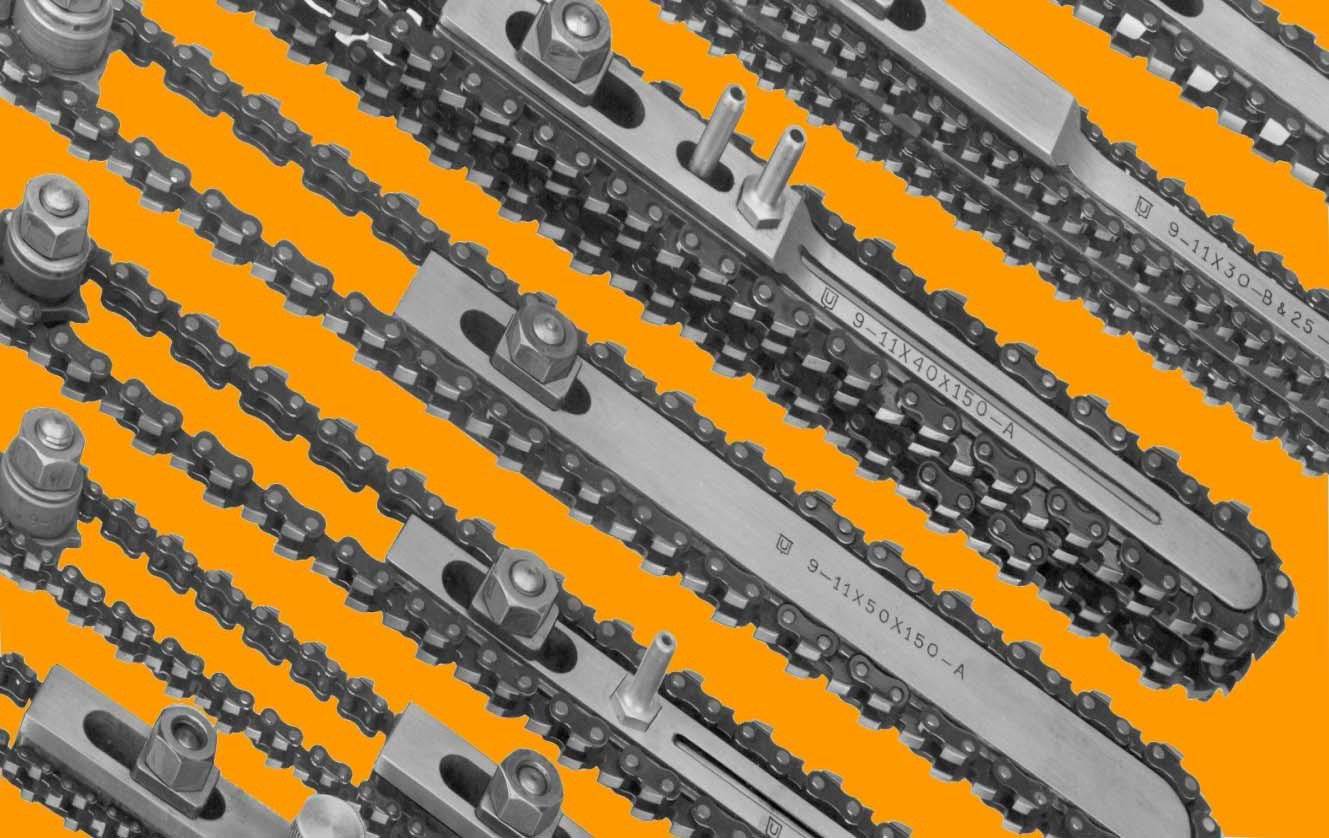
ПАЗ
Паз определяется тремя размерами, как показано на рисунке: ширина паза (LA), длина паза (LU), глубина (Р). Это размеры, которые всегда должны быть указаны при заказе.
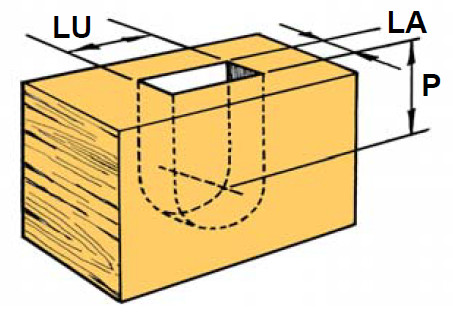
Рис.2.
ШАГ ЦЕПИ
Шаг — это расстояние между одним штифтом звена и третим подряд, как показано на рисунке. Цепи бывают следующих трех шагов:
Рис.3.
Наборы, изложенные в этом описании производятся для цепно-долбежных станков с расстоянием между центрами направляющей и звездочки, равным 150 мм — это расстояние между центром ведущей звездочки и винтом, который фиксирует направляющую шину к станку, как показано на рисунке 6. Они состоят из 36 звеньев для шага «A», 48 для шага «B» и 54 для шага «C».
Направляющие шины поставляются с системой смазки для автоматического масляного насоса или, по запросу, с ручной масленкой.
Размеры направляющей шины составляют — для крепления направляющей шины на станке — это паз 13 мм, а размеры отверстия для болтов — это 12,7 х 50 мм (см.рис.1).
Направляющие шины и звездочки используются для большого количества размеров цепи, как показано в таблице международного стандарта ниже. В первой строке указана толщина цепи, на второй — толщины центрального звена цепи и на третьей — толщина направляющей.
Например, описание «12-17» показанное ниже и выбитое на направляющей означает, что она подходит для использования с цепями, толщина которых составляет 12, 13, 14, 15, 16 или 17 мм.
Внутренний диаметр звездочек составляет 16 мм.
Минимальная скорость резания около 250 м/мин, максимальная — 360 м/мин.

Рис.4.
ИНСТРУКЦИЯ ДЛЯ ЗАКАЗА
Чтобы заказать полный набор, необходимо предоставить следующую информацию:
— Размеры паза: ширина (соответствует толщине или ширине цепи), длина (LU) и глубина (Р).
— Центры «E», как показанно на рисунке 6.
— Центральное звено цепи.
— Марка и модель станка (если это возможно).
Чтобы заказать одну только цепь, необходимо предоставить следующую информацию:
— Ширина (или толщина) цепи.
— Число звеньев.
— Шаг цепи и толщина его центрального звена.

Рис.5.
ИНСТРУКЦИЯ ПО ПРАВИЛЬНОМУ ИСПОЛЬЗОВАНИЮ ПАЗОВОЙ ЦЕПИ
1. Не натягивайте цепь слишком сильно. При натяжении рукой цепи вбок на середине ее длины, она дложна ходить на расстояние от 6 до 8 мм. Проверяйте натяжение цепи в прогретом состоянии (после изготовления около десяти пазов).
2. Если смазка происходит не посредством автоматического масляного насоса, смазывайте цепь и направляющую каждые пятнадцать минут работы несколькими каплями масла средней вязкости около подшипника или поверните масленку на пол-оборота. (Никогда не используйте бензин, дизельное топливо, растворитель, даже если он смешан с маслом, восстановленное масло или очень жидкое масло. Плохо смазанные цепи и направляющие может заклинить и сжечь).
3. Делать паз необходимо мягкими однородными движениями, чтобы избежать неожиданного дергания, рывков цепи, особенно если работать с твердыми породами древесины или с цепями маленьких размеров.
4. Не форсировать обработку, чтобы предотвратить перегрев направляющей или поломку цепи.
5. Никогда не работайте горизонтально на значительной высоте.
6. Затачивайте цепь часто и понемногу, выдерживая наклон и оригинальный профиль зуба, как указано ниже.
7. После выполнения работ, цепи и направляющие должны быть смазаны, как только они будут сняты со станка, желательно путем погружения, чтобы масло проникло к штифтам цепи и подшипнику направляющей.
8. Цепи с шагом «B» и «C» следует использовать с особой осторожностью, выделяя в два раза больше времени, чтобы сделать пазы такой же ширины и глубины, как при использовании цепи с шагом «A».
9. Чрезмерный зазор подшипника и отсутствие или неправильная заточка цепей дают плохо вырезанные пазы и вызвают быстрый износ инструмента.
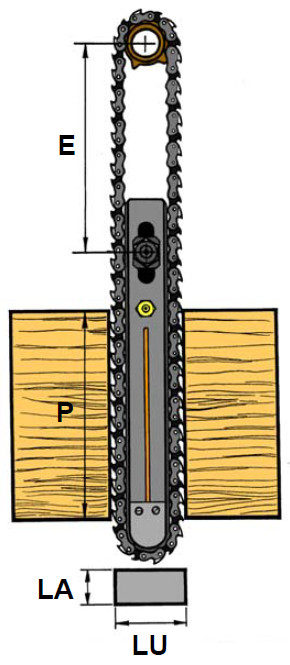
Рис.6.
ЗАТОЧКА ЦЕПЕЙ
Затачивайте цепи часто, чтобы обеспечить исходный угол резания, как показано на рисунке 7.
Затачивается только передняя часть зуба. Никогда не затачиваются боковые стороны или задняя часть, чтобы избежать изменения размеров.
Правильная и частая заточка цепи позволяет дольше сохранять режущую способность и снижает износ направляющей.
Рекомендуется всегда иметь больше одной цепи такого же размера, чтобы избежать простоя станка.

Рис.7.